
Witam
Z aluminium i tak jest bardzo dobrze, jak mi pójdzie 500mm/min i 0,25 - 0,5mm głęboko frezem 4mm, to już będzie bardzo dobrze.
Dziś zamocowałem drugą listwę i podłączyłem falownik i krańcówki za jej pośrednictwem.
Zrobiłem pewien myk na limity. Zasilanie czujników mam przez przycisk rozwierny. Jak maszyna dojdzie do końca, wciskam przycisk, reset i mogę odejść od limitu. Puszczam przycisk i limity znów aktywne.
Oczywiście "wykręcany grzybek STOP" też jest już zamocowany i podłączony.
Pozdrawiam
Maszynka CNC
Re: Maszynka CNC
Izali miecz godniejszy niżli topór w boju?
Piszmy po polsku, wszak jesteśmy Polakami.
Piszmy po polsku, wszak jesteśmy Polakami.
Re: Maszynka CNC
Witam
Po ciężkich bojach, dziś już prawie mam skończoną maszynkę, zostały tylko sprawy kosmetyczne.
Co się stało po drodze, otóż sporo czasu przepracowało urządzenie na prowizorycznie podłączonych kablach, i wszystko było OK. Pewnego dnia postanowiłem, że czas najwyższy sterownik połączyć przez złącza kablowe. Wyfrezowałem w kawałku kątownika aluminiowego miejsca na gniazda, potem wszystko skręciłem i... totalna porażka. Po kilkudziesięciu ruchach, a czasami nawet w czasie dojazdu, wyskakuje zadziałanie krańcówek.
Sporo czasu mi zajęło, nim doszedłem, że przyczyną są połączone ekrany. Okazało się, że niestety ale ekran kabla od wrzeciona, nie może być podłączony z innymi, bo sieje na pozostałe kable. Musiałem zrobić nowe mocowania gniazd, tym razem na plexi, a połączenia ekranów zrobiłem tylko te, które są konieczne.
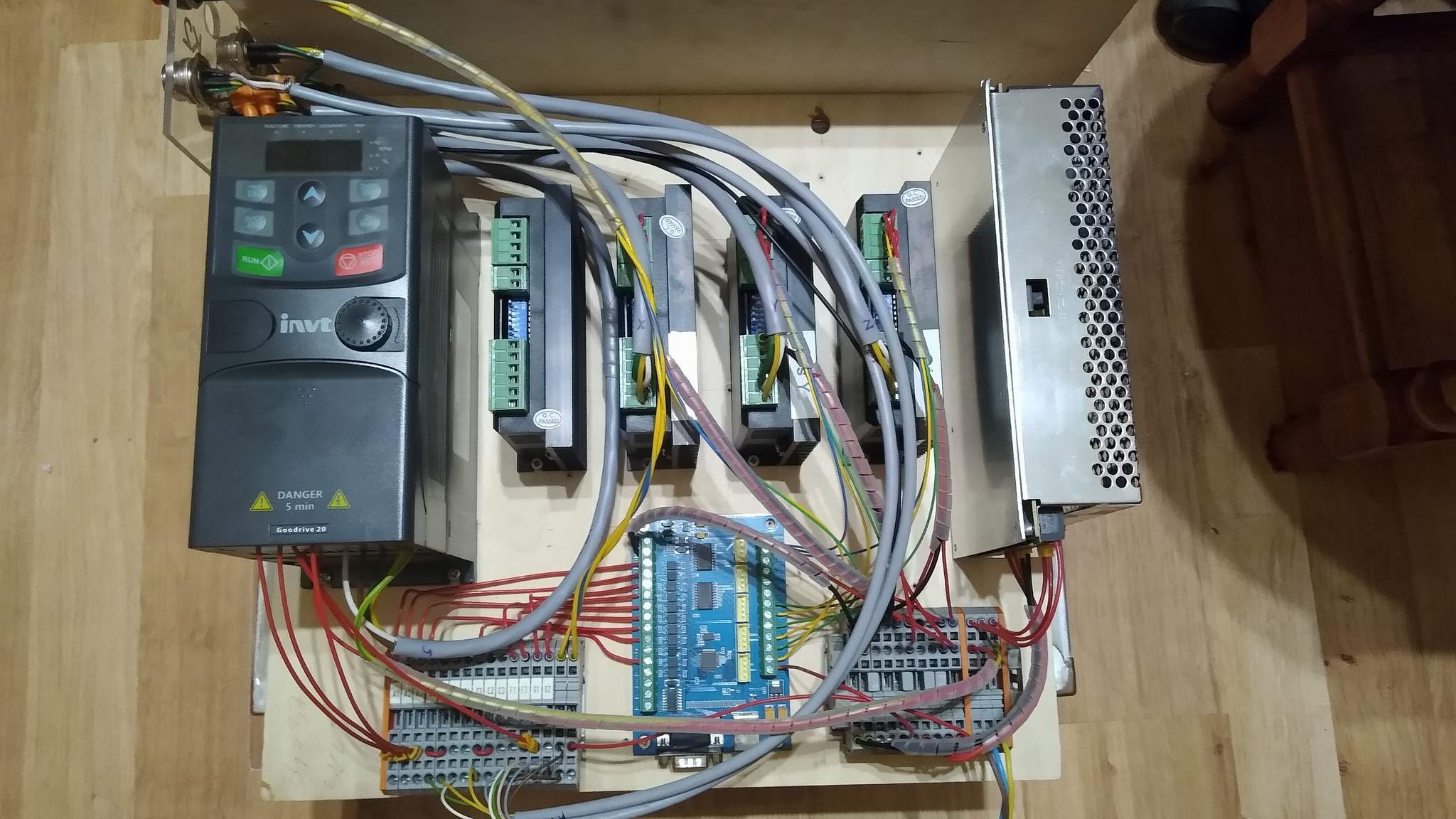
Kliknij obrazek, aby powiększyć
Finalnie więc mam podłączone wszystkie krańcówki, osobno limity, i osobno bazowe. E-stop, sonda, i jeszcze została jedna rezerwowa żyła na oświetlenie miejsca pracy. Cały czas mam w głowie takie coś... LEDy dokoła wrzeciona, aby świeciły na miejsce obróbki.
Zasilanie też już idzie za pośrednictwem listwy zaciskowej. Nie miałem kolorowych, ale oddzieliłem dodatkową wkładką izolacyjną.
Mam jeszcze plan, aby zainstalować miernik napięcia i prądu, pobieranego przez falownik, kupiłem kiedyś takie coś w tym celu, tylko muszę sobie przypomnieć w którym kartonie schowałem przed świętami...
Jak już wspomniałem w poprzednich postach,załączanie i regulacja obrotów, są z programu. Niestety, obroty są prawie w całym zakresie przesunięte o 1000 w górę, tzn. zadane 1000, a mamy 2000. Ustawię 4000 a wrzeciono kręci 5000. Dopiero powyżej 15000 się wyrównuje, lecz do max, nie dochodzi, kończy na 22900 obr/min.
Pozdrawiam
Po ciężkich bojach, dziś już prawie mam skończoną maszynkę, zostały tylko sprawy kosmetyczne.
Co się stało po drodze, otóż sporo czasu przepracowało urządzenie na prowizorycznie podłączonych kablach, i wszystko było OK. Pewnego dnia postanowiłem, że czas najwyższy sterownik połączyć przez złącza kablowe. Wyfrezowałem w kawałku kątownika aluminiowego miejsca na gniazda, potem wszystko skręciłem i... totalna porażka. Po kilkudziesięciu ruchach, a czasami nawet w czasie dojazdu, wyskakuje zadziałanie krańcówek.
Sporo czasu mi zajęło, nim doszedłem, że przyczyną są połączone ekrany. Okazało się, że niestety ale ekran kabla od wrzeciona, nie może być podłączony z innymi, bo sieje na pozostałe kable. Musiałem zrobić nowe mocowania gniazd, tym razem na plexi, a połączenia ekranów zrobiłem tylko te, które są konieczne.
Kliknij obrazek, aby powiększyć
Finalnie więc mam podłączone wszystkie krańcówki, osobno limity, i osobno bazowe. E-stop, sonda, i jeszcze została jedna rezerwowa żyła na oświetlenie miejsca pracy. Cały czas mam w głowie takie coś... LEDy dokoła wrzeciona, aby świeciły na miejsce obróbki.
Zasilanie też już idzie za pośrednictwem listwy zaciskowej. Nie miałem kolorowych, ale oddzieliłem dodatkową wkładką izolacyjną.
Mam jeszcze plan, aby zainstalować miernik napięcia i prądu, pobieranego przez falownik, kupiłem kiedyś takie coś w tym celu, tylko muszę sobie przypomnieć w którym kartonie schowałem przed świętami...
Jak już wspomniałem w poprzednich postach,załączanie i regulacja obrotów, są z programu. Niestety, obroty są prawie w całym zakresie przesunięte o 1000 w górę, tzn. zadane 1000, a mamy 2000. Ustawię 4000 a wrzeciono kręci 5000. Dopiero powyżej 15000 się wyrównuje, lecz do max, nie dochodzi, kończy na 22900 obr/min.
Pozdrawiam
Izali miecz godniejszy niżli topór w boju?
Piszmy po polsku, wszak jesteśmy Polakami.
Piszmy po polsku, wszak jesteśmy Polakami.
Re: Maszynka CNC
Witam
Miałem urlop, więc jak każdy polak... przygotowywałem opał na zimę...
Ale urlop się skończył i się wziąłem za robotę.
Tym razem na warsztat poszła czwarta oś, znaczy oś A. Uchwyt tokarski 4-ro szczękowy miałem już jakiś czas, więc zostało tylko dorobić resztę.
Powstał korpus ze skręconych trzech kawałków aluminium, grubości 10mm na bazę i 12mm na mocowania łożysk.
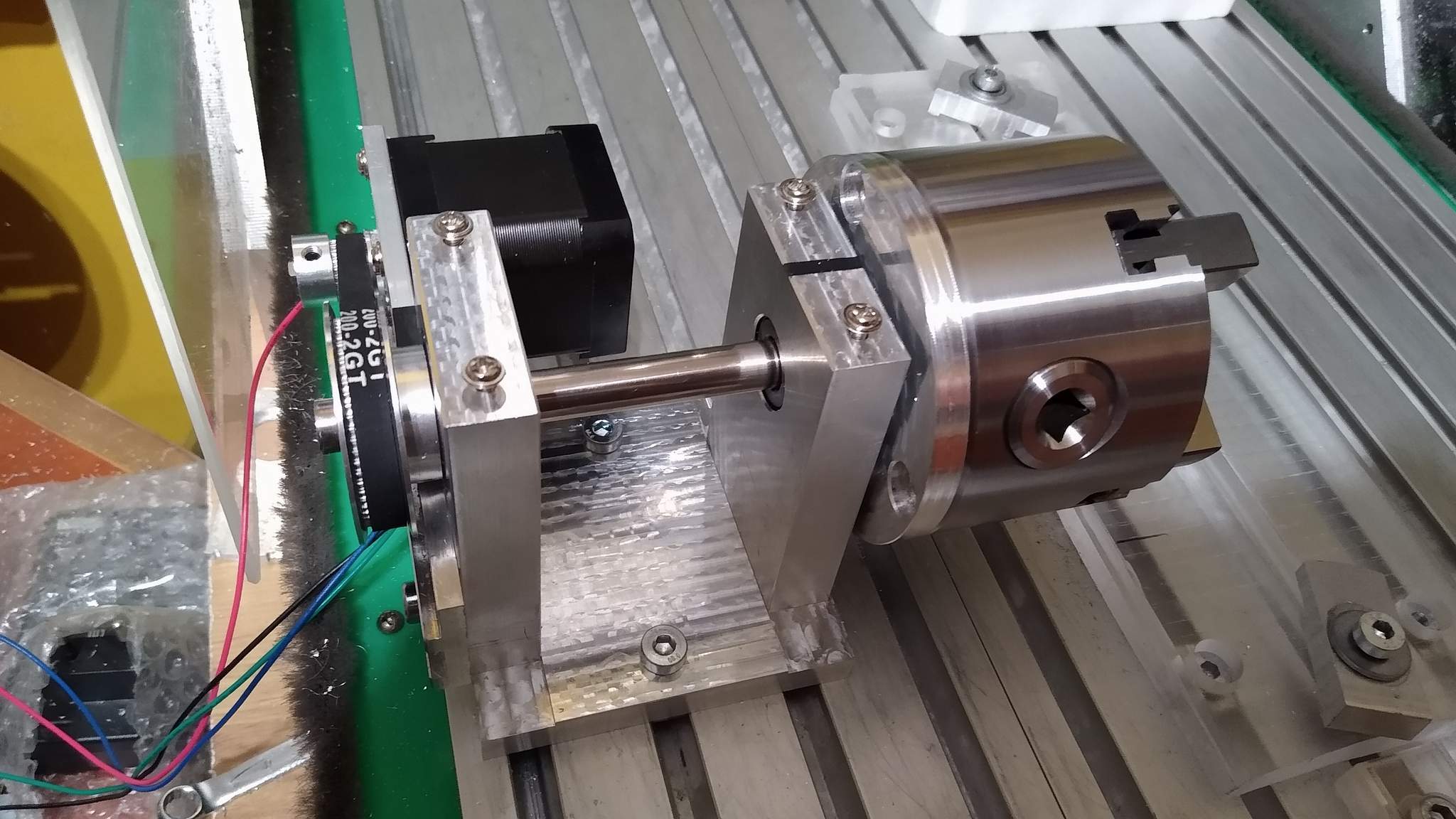
Kliknij obrazek, aby powiększyć
Pierwsze łożysko jest skośne podwójne, drugie jest zwyczajne. Oś 10mm, to wałek z jakiegoś urządzenia, ważne że miał precyzyjny wymiar, i otwór 5mm wewnątrz, dzięki czemu mogłem nagwintować otwór i przykręcić wprasowany poprzednio kołnierz z aluminium. Kołnierz został wykonany metodą frezowania, i wprasowany na oś. Potem po uruchomieniu wszystkiego, frezowałem ponownie kołnierz, aby uzyskać dokładne mocowanie wrzeciona. Bicie wrzeciona to niecałe 0,02mm, więc myślę, że nieźle.

Kliknij obrazek, aby powiększyć
Do napędu używam silnik NEM17, ale chyba trochę słaby... W sumie to dałem mu prąd rzędu 0,7A, a może dostać praktycznie dwa razy więcej, więc w razie czego mogę prąd zwiększyć. W razie czego, można silnik zmienić na NEM23.
Jest też spory minus, układ napędowy jest trochę elastyczny. Małe przełożenie w powiązaniu z elastycznością paska zębatego oraz trzymaniem silnika krokowego.
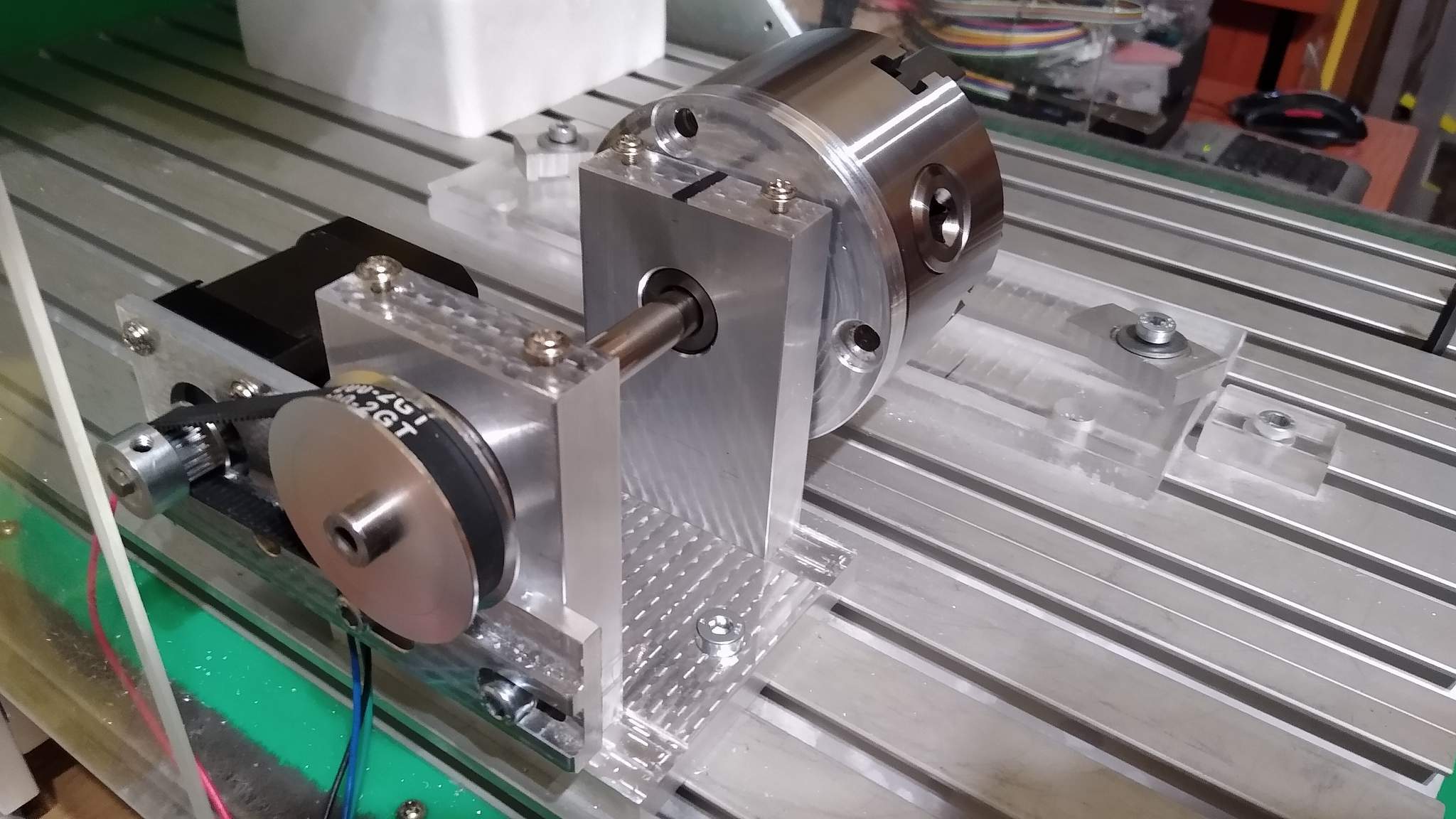
Kliknij obrazek, aby powiększyć
Niestety, miałem tylko koła 20 i 60 zębów, więc w konfiguracji same ułamki... Muszę dorwać koło o 72-ch lub lepiej 144-ch zębach.
Mimo kilku braków, zyskuję możliwość obrabiania kilku boków detalu w jednym procesie.
Pozdrawiam
Miałem urlop, więc jak każdy polak... przygotowywałem opał na zimę...
Ale urlop się skończył i się wziąłem za robotę.
Tym razem na warsztat poszła czwarta oś, znaczy oś A. Uchwyt tokarski 4-ro szczękowy miałem już jakiś czas, więc zostało tylko dorobić resztę.
Powstał korpus ze skręconych trzech kawałków aluminium, grubości 10mm na bazę i 12mm na mocowania łożysk.
Kliknij obrazek, aby powiększyć
Pierwsze łożysko jest skośne podwójne, drugie jest zwyczajne. Oś 10mm, to wałek z jakiegoś urządzenia, ważne że miał precyzyjny wymiar, i otwór 5mm wewnątrz, dzięki czemu mogłem nagwintować otwór i przykręcić wprasowany poprzednio kołnierz z aluminium. Kołnierz został wykonany metodą frezowania, i wprasowany na oś. Potem po uruchomieniu wszystkiego, frezowałem ponownie kołnierz, aby uzyskać dokładne mocowanie wrzeciona. Bicie wrzeciona to niecałe 0,02mm, więc myślę, że nieźle.
Kliknij obrazek, aby powiększyć
Do napędu używam silnik NEM17, ale chyba trochę słaby... W sumie to dałem mu prąd rzędu 0,7A, a może dostać praktycznie dwa razy więcej, więc w razie czego mogę prąd zwiększyć. W razie czego, można silnik zmienić na NEM23.
Jest też spory minus, układ napędowy jest trochę elastyczny. Małe przełożenie w powiązaniu z elastycznością paska zębatego oraz trzymaniem silnika krokowego.
Kliknij obrazek, aby powiększyć
Niestety, miałem tylko koła 20 i 60 zębów, więc w konfiguracji same ułamki... Muszę dorwać koło o 72-ch lub lepiej 144-ch zębach.
Mimo kilku braków, zyskuję możliwość obrabiania kilku boków detalu w jednym procesie.
Pozdrawiam
Izali miecz godniejszy niżli topór w boju?
Piszmy po polsku, wszak jesteśmy Polakami.
Piszmy po polsku, wszak jesteśmy Polakami.
Re: Maszynka CNC
Witam
Jakiś czas temu zaczął pojawiać się problem z gubieniem kroków przy szybkim przesuwie. Zdarzało się to szczególnie przy szybkich krótkich skokach, ale też nie zawsze. W związku z tym, że miałem trochę pracy, po prostu zmniejszałem prędkość przesuwu jałowego i zmniejszyłem przyspieszenie. Nie do końca to pomagało...
Dziś dopiero mogłem się za to zabrać kompleksowo. Podmieniłem sterowniki, sprawdziłem opory przesuwu osi, opory obrotów śrub... A problemem okazało się tylne łożysko silnika krokowego. Dostał się tam jakiś farfocel, i powodował zwiększony opór w jednym punkcie. Kiedy tuż przed tym miejscem startował silnik to wypadał z rytmu, jeśli miał czas się rozpędzić, to szedł prawidłowo.
Wymieniłem łożysko na nowe i problem zniknął.
Pozdrawiam
Jakiś czas temu zaczął pojawiać się problem z gubieniem kroków przy szybkim przesuwie. Zdarzało się to szczególnie przy szybkich krótkich skokach, ale też nie zawsze. W związku z tym, że miałem trochę pracy, po prostu zmniejszałem prędkość przesuwu jałowego i zmniejszyłem przyspieszenie. Nie do końca to pomagało...
Dziś dopiero mogłem się za to zabrać kompleksowo. Podmieniłem sterowniki, sprawdziłem opory przesuwu osi, opory obrotów śrub... A problemem okazało się tylne łożysko silnika krokowego. Dostał się tam jakiś farfocel, i powodował zwiększony opór w jednym punkcie. Kiedy tuż przed tym miejscem startował silnik to wypadał z rytmu, jeśli miał czas się rozpędzić, to szedł prawidłowo.
Wymieniłem łożysko na nowe i problem zniknął.
Pozdrawiam
Izali miecz godniejszy niżli topór w boju?
Piszmy po polsku, wszak jesteśmy Polakami.
Piszmy po polsku, wszak jesteśmy Polakami.
Re: Maszynka CNC
Witam
Problem z gubieniem kroków osi Y powrócił po raz wtóry, tym razem winny okazał się sterownik silnika. Podmieniłem na nieużywany na razie sterownik osi A.
Po jakimś czasie problem powrócił, lecz na osi X. Jako że nie miałem już nic na podmianę, zakupiłem byłem sobie oryginalne "chińczyki" zamiast podrabianych "chińczyków" przez chińczyków, czyli DM542E - 4.2A Leadshine. Mam nadzieję, że popracują trochę dłużej.
Jedynym minusem tych sterowników jest to, że generują szum na silnikach, ale stabilne prędkości przesuwu, uzyskałem trochę wyższe niż poprzednio.

Kliknij obrazek, aby powiększyć
Niestety, cena dwukrotnie wyższa od poprzednich, niby DM556, czyli wyższego modelu.
Pozdrawiam
Problem z gubieniem kroków osi Y powrócił po raz wtóry, tym razem winny okazał się sterownik silnika. Podmieniłem na nieużywany na razie sterownik osi A.
Po jakimś czasie problem powrócił, lecz na osi X. Jako że nie miałem już nic na podmianę, zakupiłem byłem sobie oryginalne "chińczyki" zamiast podrabianych "chińczyków" przez chińczyków, czyli DM542E - 4.2A Leadshine. Mam nadzieję, że popracują trochę dłużej.
Jedynym minusem tych sterowników jest to, że generują szum na silnikach, ale stabilne prędkości przesuwu, uzyskałem trochę wyższe niż poprzednio.
Kliknij obrazek, aby powiększyć
Niestety, cena dwukrotnie wyższa od poprzednich, niby DM556, czyli wyższego modelu.
Pozdrawiam
Izali miecz godniejszy niżli topór w boju?
Piszmy po polsku, wszak jesteśmy Polakami.
Piszmy po polsku, wszak jesteśmy Polakami.
Re: Maszynka CNC
Witam
Sprawy idą do przodu.
O ile szukanie krawędzi przedmiotów metalowych, można było ogarnąć samym narzędziem, poprzez wykrywanie zwarcia, to ten sam myk z materiałami izolacyjnymi był już niejakim problemem.
Nadszedł więc czas zakupów, chińska sonda, jednak z polskiej dystrybucji.
Na razie sprawdza się OK.
http://youtu.be/kr_srXRK51w
Zakupiłem też ostatnio frez do robienia gwintów M8, ale w zasadzie to można nim robić wszelkie średnice większe od 8mm ze skokiem 1 - 1,25mm.
Pozdrawiam
Sprawy idą do przodu.
O ile szukanie krawędzi przedmiotów metalowych, można było ogarnąć samym narzędziem, poprzez wykrywanie zwarcia, to ten sam myk z materiałami izolacyjnymi był już niejakim problemem.
Nadszedł więc czas zakupów, chińska sonda, jednak z polskiej dystrybucji.
Na razie sprawdza się OK.
http://youtu.be/kr_srXRK51w
Zakupiłem też ostatnio frez do robienia gwintów M8, ale w zasadzie to można nim robić wszelkie średnice większe od 8mm ze skokiem 1 - 1,25mm.
Pozdrawiam
Izali miecz godniejszy niżli topór w boju?
Piszmy po polsku, wszak jesteśmy Polakami.
Piszmy po polsku, wszak jesteśmy Polakami.
Re: Maszynka CNC
Witam
Ponieważ wakacje się kończą, więc i bieżące zadania musiałem zamknąć, tak więc przede wszystkim nowa czwarta oś.
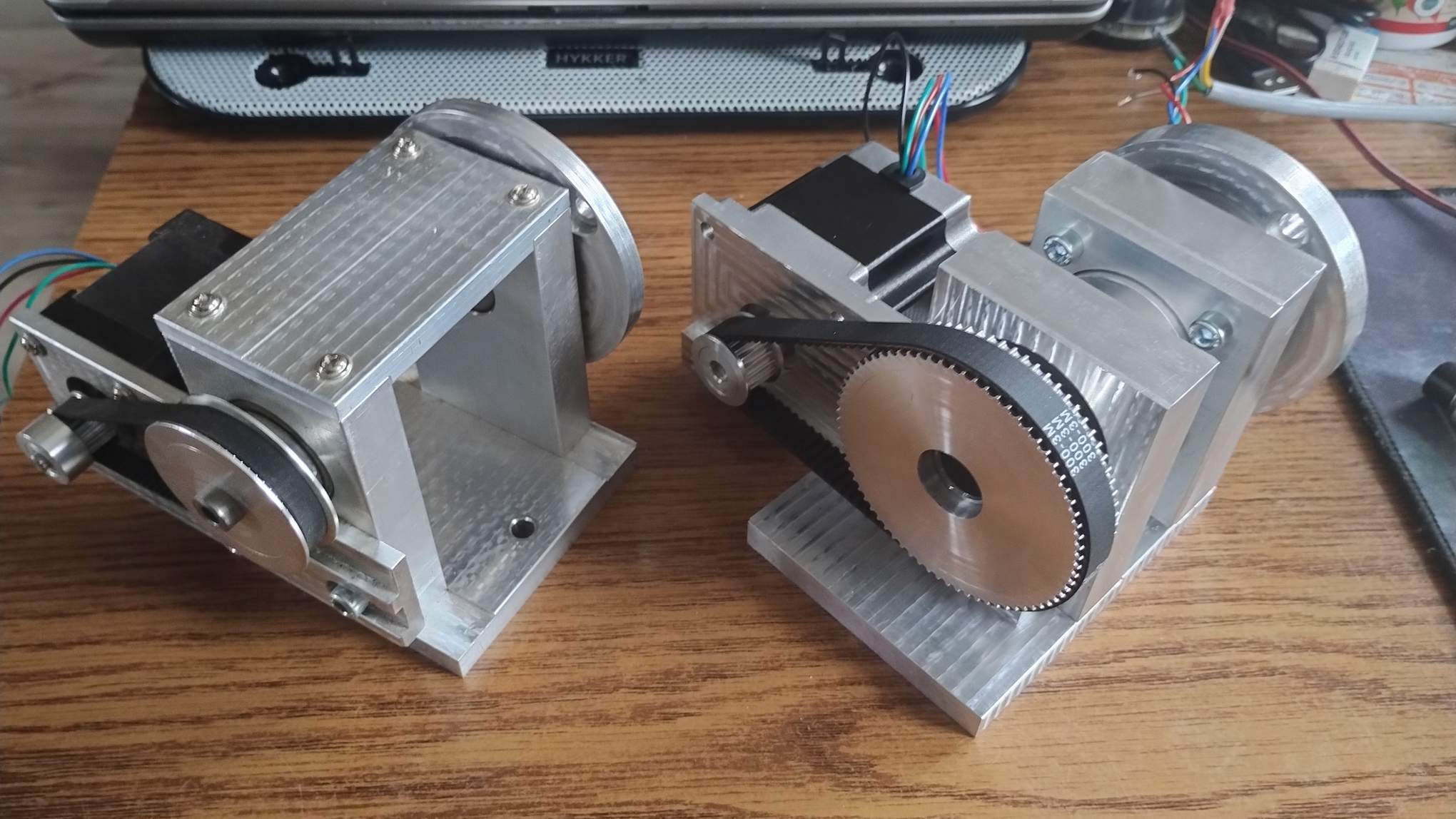
Kliknij obrazek, aby powiększyć
Tym razem udało mi się upolować koło o 72-ch zębach ale już na pasek GT3, na silniku jest 20, więc jest podział 1:3,6,; jeśli to pomnożymy przez 100, to mamy 360°.
Jako silnik napędowy, użyłem tym razem NEMA-23, więc i moment obrotowy jest większy i trzymanie lepsze. Teraz muszę tylko zmienić konfigurację sterownika i wpisać nowe dane do programu.
Nowa oś była wytoczona i ma średnicę 20mm, nowe łożysko skośne, już też solidniejsze. No i mam otwór na przelot 14mm, więc mogę mocować długie elementy.
Poza tym, kilka frezów do aluminium zakupionych na dalekim wschodzie wyzionęło ducha, więc kupiłem nowe, trochę lepszej klasy i od razu robota lepiej idzie. Frezy mają tak ostre krawędzie, że za pierwszym razem się zaciąłem.
A podczas obróbki tulejek z poliamidu...
Pozdrawiam
Ponieważ wakacje się kończą, więc i bieżące zadania musiałem zamknąć, tak więc przede wszystkim nowa czwarta oś.
Kliknij obrazek, aby powiększyć
Tym razem udało mi się upolować koło o 72-ch zębach ale już na pasek GT3, na silniku jest 20, więc jest podział 1:3,6,; jeśli to pomnożymy przez 100, to mamy 360°.
Jako silnik napędowy, użyłem tym razem NEMA-23, więc i moment obrotowy jest większy i trzymanie lepsze. Teraz muszę tylko zmienić konfigurację sterownika i wpisać nowe dane do programu.
Nowa oś była wytoczona i ma średnicę 20mm, nowe łożysko skośne, już też solidniejsze. No i mam otwór na przelot 14mm, więc mogę mocować długie elementy.
Poza tym, kilka frezów do aluminium zakupionych na dalekim wschodzie wyzionęło ducha, więc kupiłem nowe, trochę lepszej klasy i od razu robota lepiej idzie. Frezy mają tak ostre krawędzie, że za pierwszym razem się zaciąłem.
A podczas obróbki tulejek z poliamidu...
Pozdrawiam
Izali miecz godniejszy niżli topór w boju?
Piszmy po polsku, wszak jesteśmy Polakami.
Piszmy po polsku, wszak jesteśmy Polakami.